February 22, 2021
Δομή ραβδιών
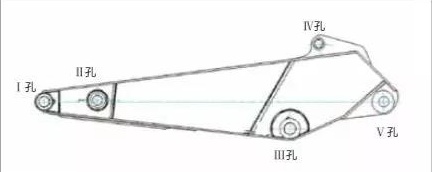
Η ράβδος κάδων του εκσκαφέα ενώνεται στενά από τα πιάτα χάλυβα. Γενικά, υπάρχουν 5 τρύπες άξονων στη ράβδο κάδων, δηλαδή, τρύπα άξονων κάδων (τρύπα Ι), τρύπα άξονων συνδέοντας ράβδων (ΙΙ τρύπα), τρύπα άξονων βραχιόνων (ΙΙΙ τρύπα), τρύπα άξονων κυλίνδρων κάδων φτυαριών (IV τρύπα) και η τρύπα άξονων κυλίνδρων ραβδιών (τρύπα Β), κάθε τρύπα άξονων είναι ενθεμένη με έναν δακτύλιο
Αιτίες της ένδυσης τρυπών άξονων
Όταν ο εκσκαφέας λειτουργεί, ο κάδος υποβάλλεται σε ένα φορτίο αντίκτυπου, το οποίο ο πρώτος ενεργεί στην τρύπα Ι στο ραβδί. Η πορεία μετάδοσης του φέροντος φορτίου αντίκτυπου τρυπών Ι είναι: bucket→pin shaft→sleeve→inner τοίχος της τρύπας Ι.
Δεδομένου ότι η σκληρότητα του μανικιού άξονων είναι μεγαλύτερη από αυτή της τρύπας Ι, το φορτίο αντίκτυπου μπορεί να προκαλέσει την πλαστική παραμόρφωση του εσωτερικού τοίχου της τρύπας Ι, με συνέπεια την καταστροφή της τακτοποίησης παρέμβασης μεταξύ του εσωτερικού τοίχου της τρύπας Ι και της εξωτερικής διαμέτρου του μανικιού άξονων. Όταν η τριβή μεταξύ της καρφίτσας και του μανικιού άξονων είναι μεγαλύτερη από την τριβή μεταξύ του μανικιού άξονων και της επιφάνειας ζευγαρώματος της τρύπας Ι, το μανίκι άξονων θα περιστραφεί κατά μήκος του εσωτερικού τοίχου της τρύπας Ι. Αφότου περιστρέφεται το μανίκι άξονων, η τρύπα θα φορεθώ σοβαρά, η οποία θα αναγκάσει τον κάδο για να τινάξει κατά τη λειτουργία και να έχει επιπτώσεις στην αποδοτικότητα του εκσκαφέα.
Διαδικασία επισκευής ένδυσης τρυπών αξόνων
(1) επιλέξτε την τεχνολογία επισκευής
Παίρνουμε την ένδυση του ραβδιού Ι τρύπα για να περιγράψουμε για παράδειγμα τη διαδικασία επισκευής της. Αφότου φοριέται σοβαρά η επιφάνεια ζευγαρώματος της τρύπας Ι και του μανικιού άξονων, η τρύπα Ι πρέπει να επισκευαστεί. Οι τεχνικές επισκευής επιφάνειας μερών μετάλλων περιλαμβάνουν την ηλεκτρολυτική επιμετάλλωση, την ηλεκτρική επένδυση βουρτσών, το θερμικό ψεκασμό, την εμφάνιση, την επένδυση λέιζερ, την προσκόλληση επιφάνειας, κ.λπ., και το πάχος και τη δύναμη της επισκευής επιστρώματος. Λαμβάνοντας υπόψη την ένδυση της τρύπας Ι, της ευκολίας και της οικονομίας της προαναφερθείσας τεχνολογίας επισκευής, του πάχους και της δύναμης της επισκευής επένδυσης, επιλέξαμε προστατευμένη τη αέριο συγκόλληση και τη χειρωνακτική τεχνολογία επισκευής συγκόλλησης τόξων εμφανιμένος.
(2) εμφανιμένος τρύπα άξονων
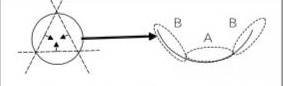
Διαιρέστε την τρύπα Ι σε 3 ίσα μέρη σύμφωνα με την κατεύθυνση ανοιγμάτων, και εξασφαλίστε ότι η περιοχή συγκόλλησης είναι στην οριζόντια ανοδική θέση με την ανύψωση ή το κτύπημα, όπου η περιοχή Α είναι η οριζόντια θέση συγκόλλησης και η περιοχή Β είναι η οριζόντια θέση συγκόλλησης. Παράμετροι περιοχής συγκόλλησης. Επιπλέον, για τις βαριές γρατσουνιές, τις επιφάνειες ένδυσης, και τις δευτερεύουσες επιφάνειες ένδυσης), οι διαφορετικές παράμετροι χρησιμοποιούνται για να ενώσουν στενά, και το εμφανιμένος πάχος εξαρτάται από το βαθμό ένδυσης της τρύπας Ι.
Κατά τη διάρκεια της διαδικασίας συγκόλλησης, το καλώδιο συγκόλλησης είναι ενωμένο στενά από το εξωτερικό στο εσωτερικό κατά μήκος της κατεύθυνσης της τρύπας άξονων. Προκειμένου να αποτραπούν οι ατέλειες unfusion, η τελευταία συγκόλληση πρέπει να πιεστεί στο 1/2~2/3 της πρώτης συγκόλλησης κατά τη διάρκεια της συγκόλλησης. Το πάχος κάθε στρώματος ελέγχεται κατά 2~3mm, και η αφαίρεση σκουριάς απαιτείται μεταξύ των στρωμάτων συγκόλλησης. Αφότου τελειώνει η εμφάνιση, το μέγεθος ανοιγμάτων είναι για 10% μικρότερο από το τυποποιημένο άνοιγμα να διευκολυνθεί η κατεργασία. Η τρύπα λιπών στον εσωτερικό τοίχο της τρύπας άξονων είναι άμεσα να εμφανιστεί που ενώνεται στενά. Αφότου επεξεργάζεται στη μηχανή η τρύπα άξονων, μπορεί να τρυπηθεί με το χέρι με ένα τρυπάνι.
Ανυψώστε το ραβδί στην επίπεδη θέση συγκόλλησης του προσώπου τελών μανικιών άξονων, και της εμφάνισης του προσώπου τελών τρυπών άξονων. Πρίν εμφανίζεται, αλέστε το αρχικό τέλος τόξων της συγκόλλησης, και χρησιμοποιήστε τη μέθοδο συγκόλλησης περιμέτρου για να ενώσετε στενά από μέσα στο εξωτερικό. Μετά από την εμφανιμένος συγκόλληση, και οι δύο άκρες της τρύπας άξονων είναι 5~7mm παχύτερες από το τυποποιημένο μέγεθος για να εξασφαλίσουν το απαραίτητο μέγεθος για την κατεργασία. Κατά τη διάρκεια της διαδικασίας συγκόλλησης, η ραφή συγκόλλησης πρέπει να εξασφαλίσει μια ομαλή μετάβαση, και κανένας να κρεμήσουν, πόρος και προφανές gullies δεν επιτρέπονται για να αποφύγουν στην ακρίβεια κατεργασίας.
(3) κατεργασία της τρύπας άξονων
Αφότου ολοκληρώνεται το πρόσωπο διαμέτρων και τελών τρυπών Ι που εμφανίζεται, πρέπει να επεξεργαστεί στη μηχανή. Τα βήματα κατεργασίας είναι τα ακόλουθα.
Κατ' αρχάς, ανυψώστε το ραβδί και το προσυναρμολογήστε. Ανυψώστε το εμφανιμένος ραβδί με την τρύπα Ι στην κεντρική πλατφόρμα κατεργασίας για την προ-εγκατάσταση. Αυτή τη στιγμή, αρχικά χρησιμοποιήστε έναν κυβερνήτη χάλυβα για να ρυθμίσετε τη συμμετρία της τρύπας ΙΙ, τρύπας ΙΙΙ, Β τρύπας και του αεροπλάνου αναφοράς του επεξεργαμένος στη μηχανή κέντρου για να κάνει την απόκλιση συμμετρίας μέσα σε 1mm για να εξασφαλίσει την ακρίβεια της επόμενης ρύθμισης κατεργασίας.
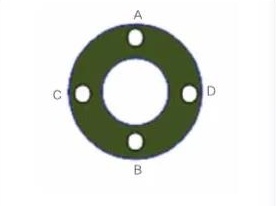
Αφετέρου, διενεργήστε τις ακριβείς προσαρμογές στο ραβδί και ολοκληρώστε τον προσδιορισμό θέσης. Χρησιμοποιήστε το ροδοκόκκινο έλεγχο του επεξεργαμένος στη μηχανή κέντρου για να ρυθμίσετε ακριβώς το ραβδί. Χρησιμοποιήστε το ροδοκόκκινο έλεγχο για να μετρήσετε το μέγεθος των ΙΙ και ΙΙΙ τρυπών και να ρυθμίσετε το ραβδί. Προκειμένου να καθοριστεί το μέγεθος των κεντρικών συντεταγμένων της τρύπας ΙΙ και της τρύπας ΙΙΙ, κινήστε το ροδοκόκκινο έλεγχο επάνω, κάτω από, αριστερό, και δεξιό η ίδια απόσταση στα σημεία Α, Β, Γ, και Δ. Αυτά τα 4 σημεία είναι στενά στην εξωτερική άκρη της τρύπας ΙΙ και της τρύπας ΙΙΙ. Τα σημεία πρέπει να είναι ομαλά και χωρίς σημάδια ένδυσης.
Άλλη μια φορά, καθορίστε την ι-τρύπα επεξεργαμένος τις συντεταγμένες στη μηχανή. Θέστε τους άξονες συντεταγμένων Ζ σε αυτά τα 4 σημεία στο πρόσωπο τελών τρυπών καθώς το Α, Β, Γ, Δ, έθεσε στο ραβδί ΙΙ τις συντεταγμένες προσώπου τελών τρυπών ως Α1, B1, C1, D1, και ΙΙΙ συντεταγμένες προσώπου τελών τρυπών ως A2, B2, C2, D2 Ρυθμίστε το ραβδί για να εξασφαλίσετε ότι το λάθος κάθε ισότιμου σημείου είναι λιγότερο από 0.1mm. Μετρήστε τις κεντρικές συντεταγμένες της τρύπας ΙΙ, της τρύπας ΙΙΙ, της τρύπας IV, και της τρύπας Β, και καθορίστε τις συντεταγμένες κατεργασίας της τρύπας Ι μέσω λογισμικού και MD του προγράμματος εργαλειομηχανών.
Τέλος, η τρύπα Ι υποβάλλεται σε επεξεργασία σύμφωνα με τις τεχνικές απαιτήσεις των σχεδίων. Εάν υπάρχουν πόροι στην τρύπα συγκόλλησης επισκευής μετά από την επεξεργασία, πρέπει να επισκευαστεί κατάλληλα σύμφωνα με τον όρο πόρων. Μετά από να περάσει την επιθεώρηση, η τρύπα Ι του ραβδιού θα επισκευαστεί.